
- 供应
- 求购
- 公司
你知道哪里有42CD4 ?我知道,《恒鑫钢材》货源充足,规格齐全,可订做特殊钢材,价格优惠,更不可示意的是还24小时在线,24小时免费送货上门.不信你可以打电话试试,杠杠的,可以叫他提供样品给你试试,包证你满意!
恒鑫钢材有限公司长期大量批发零售:不锈钢、模具钢、纯铁、易切削钢、合结钢、碳结钢、汽车钢板(镀锌板,冷轧板,热轧板,酸洗板)铸铁、生铁、工具钢、弹簧钢、轴承钢、高速钢、冷镦钢、铜合金、钛合金、石墨、钨钢、铝合金、耐热钢。我公司是一家集生产、加工、销售与一体的大型特殊钢材综合企业。专业生产销售各种钢材:板材、带材、管材、棒材、线材;可靠,价格优惠,可免费为客户提供样品确认。
合金结构钢
20Mn2 30Mn2 35Mn2 40Mn2 45Mn2 50Mn2 20MnV 27SiMn 35SiMn 42SiMn
20SiMn2MoV 25SiMn2MoV 37SiMn2MoV 40B 45B 50B 40MnB 45MnB 20MnMoB 15MnVB 20MnVB 40MnVB 20MnTiB 25MnTiBRE 15Cr 15CrA 20Cr 30Cr 35Cr 40Cr 45Cr 50Cr 38CrSi 12CrMo 15CrMo 20CrMo 30CrMo 30CrMoA 35CrMo 42CrMo 12CrMoV 35CrMoV 12Cr1MoV 25Cr2MoVA 25Cr2Mo1VA 38CrMoAl 40CrV 50CrVA 15CrMn 20CrMn 40CrMn 20CrMnSi 25CrMnSi 30CrMnSi 30CrMnSiA 35CrMnSiA 20CrMnMo 40CrMnMo 20CrMnTi 30CrMnTi 20CrNi 40CrNi 45CrNi 50 CrNi 12CrNi2 12CrNi3 20CrNi3 30CrNi3 37CrNi3 12Cr2Ni4 20Cr2Ni4 20CrNiMo 40CrNiMoA 18CrNiMnMoA 45CrNiMoVA 18Cr2Ni4WA 25Cr2Ni4WA
42CD4历史起源 42CD4主要类型
42CD4主要特性 42CD4焊接性
42CD4耐腐蚀性 42CD4抛光性能
42CD4耐热性能 42CD4耐腐蚀性
42CD4结构成分 42CD4制作材料
42CD4物理性能 42CD4典型用途
42CD4主要产品 42CD4技术参数
42CD4主要问题 42CD4影响因素
42CD4铬的影响 42CD4镍的影响
42CD4钼的影响 42CD4发展
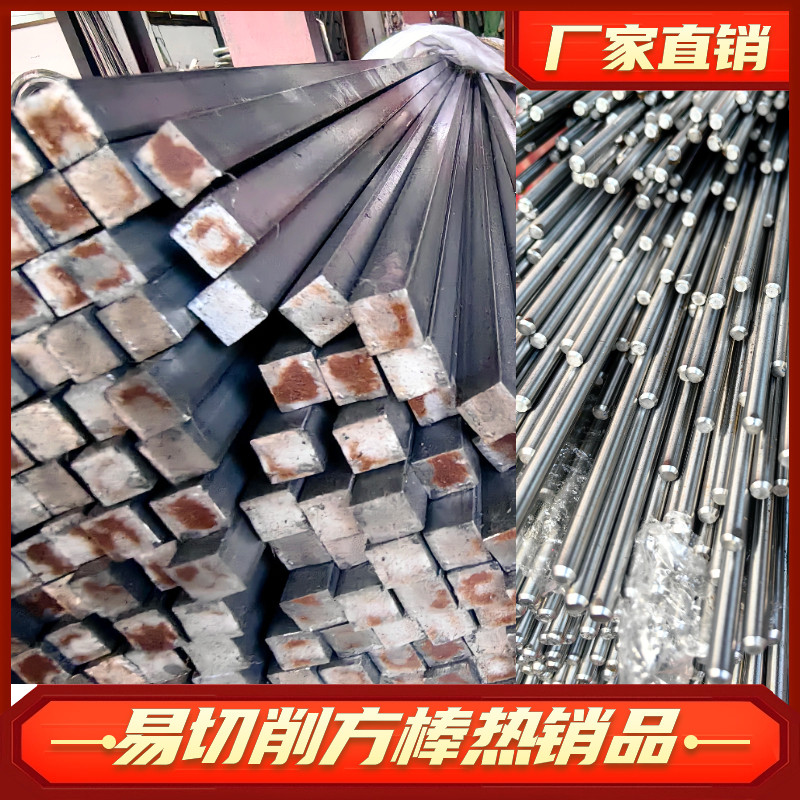
2025恒鑫供应42CD4合结钢圆棒、42CD4报价 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管20世纪30年代以来,随着 带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管 直缝焊管生产工艺简单,生产效率高,成本低,发展较快螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯。 低因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性。
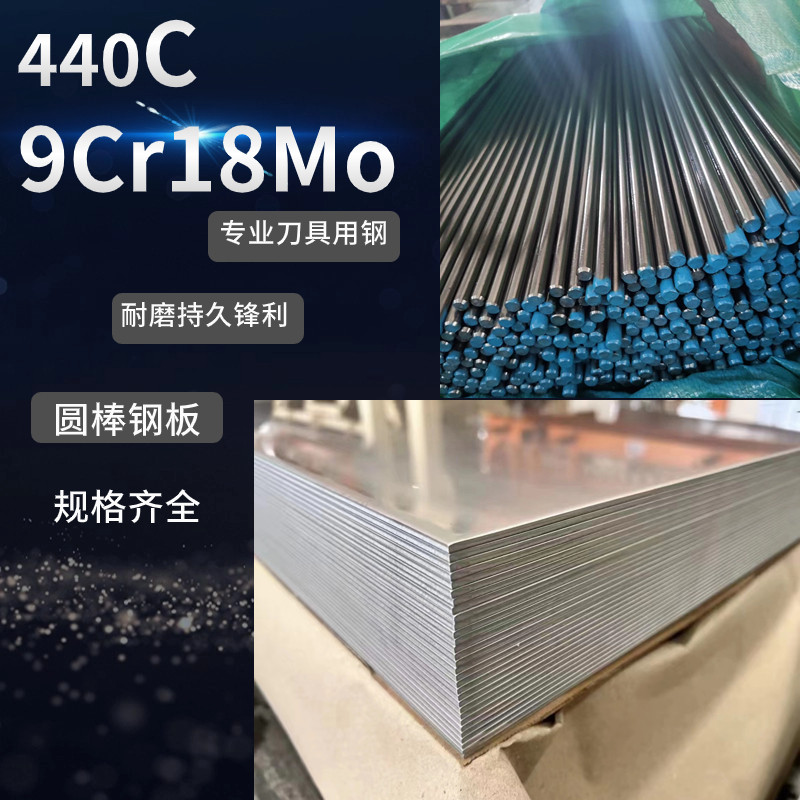
恒鑫钢材0/7/6/9/ CD4合结钢圆棒、42CD4报价 螺纹两种 镀锌钢管:为钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低 吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管 带制成为防蚀,有的进行渗铝处理 电线套管:也就是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验 公制焊管:规格用作无缝管形式。 40Cr等合金结构钢适用于中等精度而转速较高的轴类零件,这类钢经调质和淬火后,具有的综合机械性能。轴承钢GCr15和弹簧钢65Mn,经调质和表面高频淬火后,表面硬度可达50~58HRC,并具有较高的耐疲劳性能和的耐磨性能,可制造较高精度的轴。 Cr12MoV(或SRD11,D2,DC53)制成目前国内普遍采用如下工艺流程制作模具:下料→粗加工→热处理(高温淬火加高温回火)→精加工→氮化→成品(注:为节省成本,一般生产厂家现在都省去了锻造与球化退火两道耗时,费财工序)处理都是采用超硬金属碳化物或氮化物覆层处理。
1)从焊缝修磨开始处到聚倒角处应有10-20mm没有焊缝余高的与管体一样的聚层平整段,以保证管端聚坡口处粘结 2)焊缝修磨后的余高应尽量做到与管体平齐,不要有明显的余高,以防止在打磨聚层倒角时,将环氧粉末一同打磨掉 3)焊缝未修磨的顶端与修磨处的过渡段倒角,也应与聚层倒角一样(≤30°),以便辊的力均匀地施压在聚层上,防止因坡口处防腐层粘结不好出现聚层翘边 5、预留段环氧粉末涂层只有保护完整,才能起到延缓管端因腐蚀引起的翘边国。内管端聚坡口加工都用钢丝轮打磨,会损坏环氧粉末涂层应改用机械加工坡口, 口底层要有限位装置来控制的进 深度,以免伤及环氧粉



最新内容